Pompes à vis d'épaisseur de paroi égale
Cat:Pompes à vis unique
Pompes à vis équipées d'un stator d'épaisseur de paroi égale, du même type de débit de pompe de spécifications de pompe et de la pression...
Voir les détailsA rotor à vis unique est le composant d'arbre hélicoïdal qui tourne à l'intérieur d'un stator correspondant pour déplacer un matériau fluide ou semi-solide à travers une pompe à cavité progressive, ou qui pousse et fait fondre la matière plastique vers l'avant à l'intérieur d'un cylindre d'extrudeuse. Sa fonction principale est simple : lorsque le rotor tourne, la rainure en spirale forme une cavité étanche contre la paroi environnante, et cette cavité progresse le long de l'axe, entraînant le matériau avec elle à un débit constant et à faible pulsation. C'est la réponse directe à ce que fait la pièce, et tout ce qui suit explique comment elle fonctionne, pourquoi elle s'use et comment en sélectionner et en entretenir une correctement.
Dans les applications de pompes, le rotor fonctionne avec un stator pour pompes à vis excentrée , un manchon doublé d'élastomère qui fournit la surface d'étanchéité. Dans les applications d'extrusion, la même géométrie hélicoïdale fonctionne contre une paroi métallique au lieu d'un stator en caoutchouc. Les deux systèmes reposent sur le même principe sous-jacent : une géométrie en spirale rotative convertissant l’énergie de rotation en déplacement axial constant du matériau.
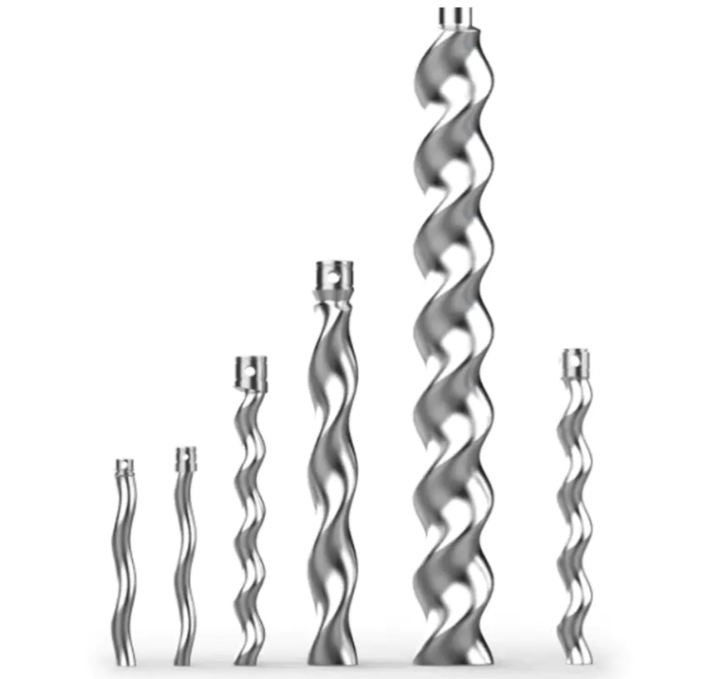
La photographie ci-dessous montre un ensemble de rotors à vis unique de différentes longueurs et profils de pas, illustrant comment la même conception fondamentale en spirale est adaptée à différentes capacités de débit et tailles d'application, des unités de dosage compactes aux rotors plus longs utilisés dans les tâches de transfert de volumes plus élevés.
Chaque rotor est défini par un petit nombre de paramètres géométriques qui déterminent ses performances : le diamètre extérieur de la spirale, le pas (la longueur axiale d'un tour hélicoïdal complet), l'excentricité (le décalage entre l'axe du rotor et l'axe géométrique) et la profondeur de la rainure. Le diagramme isométrique ci-dessous indique ces paramètres sur un modèle de rotor simplifié afin de faciliter la compréhension de la terminologie lors de la lecture d'un dessin technique ou d'un catalogue de pièces détachées.
Comprendre ces paramètres est important car la modification de l'un d'entre eux modifie les caractéristiques d'écoulement du rotor, son profil de cisaillement et son profil d'usure. Un pas plus court avec une profondeur de rainure plus petite a tendance à convenir à des tâches à pression plus élevée et à débit faible, tandis qu'un pas plus long avec une rainure plus profonde favorise une manipulation plus douce des matériaux sensibles au cisaillement tels que les produits alimentaires. C'est pourquoi symptômes du rotor à vis unique d'usure prématurée sont souvent attribuées à une inadéquation entre la géométrie d'origine et une condition de fonctionnement modifiée, plutôt qu'à un défaut de la pièce elle-même.
À l’intérieur d’une extrudeuse de plastique, le rotor à vis unique pousse la matière première vers l’avant et génère de la chaleur par friction lorsque la matière passe à travers l’espace entre la rainure en spirale et la paroi interne du fût. Lorsque la vis tourne, elle applique une force de cisaillement et une pression sur le matériau, le ramollissant progressivement et le mélangeant uniformément avant qu'il ne soit poussé vers la matrice et extrudé dans la forme finie. La vitesse de la vis, la température du canon et la pression du système influencent directement l'efficacité de ce processus, ainsi que la rapidité avec laquelle la surface du rotor s'use.
Dans un environnement de travail à haute température, l'usure du rotor provient généralement de quatre sources qui se chevauchent. Premièrement, une température élevée ramollit le matériau du rotor lui-même, intensifiant la friction contre la paroi du canon et produisant une usure thermique. Deuxièmement, le mouvement relatif entre le rotor et le barillet, le matériau et les autres surfaces de contact pendant la rotation produit une usure mécanique ordinaire au fil du temps. Troisièmement, les impuretés telles que les additifs ou l'humidité résiduelle dans le matériau traité peuvent corroder la surface du rotor et accélérer la dégradation. Quatrièmement, la géométrie du rotor, la sélection des matériaux et la précision de fabrication affectent dès le départ sa résistance à tout ce qui précède.
| Source d'usure | Cause principale | Effet typique |
|---|---|---|
| Usure thermique | Ramollissement de la surface du rotor à haute température | Frottement de surface accéléré |
| Usure mécanique | Mouvement relatif contre le barillet ou le stator | Perte dimensionnelle progressive |
| Usure corrosive | Impuretés, humidité ou additifs | Piqûres et dégradation de la surface |
| Usure liée au design | Géométrie ou précision de fabrication | Répartition inégale de l'usure |
Le graphique à barres horizontales ci-dessous présente une comparaison générale et illustrative de la manière dont chacun de ces quatre facteurs contribue généralement à l'usure globale du rotor lors d'un fonctionnement soutenu à haute température. Il s'agit d'un guide conceptuel plutôt que d'une statistique mesurée à partir d'une installation unique, puisque les proportions d'usure réelles varient en fonction du matériau, de la vitesse et de l'historique de maintenance. Néanmoins, l’ordre relatif est cohérent avec l’expérience courante sur le terrain : l’usure thermique et mécanique a tendance à dominer, tandis que les facteurs corrosifs et liés à la conception agissent comme des causes contributives plutôt que principales. Reconnaître quel facteur est le plus actif dans un système donné permet de déterminer si la solution prioritaire est une mise à niveau du revêtement, une amélioration du refroidissement ou une révision de la géométrie.
Le contrôle de l'usure d'un rotor monovis commence par le choix du matériau. Les aciers alliés ou les alliages spéciaux résistants aux hautes températures, à l'usure et à la corrosion constituent le point de départ standard pour les rotors censés fonctionner en continu dans des conditions exigeantes. Au-delà des matériaux en vrac, le traitement de surface joue un rôle tout aussi important dans l’allongement de la durée de vie.
L'application de revêtements résistants à l'usure tels que le carbure de tungstène ou le nitrure de silicium sur la surface du rotor augmente la dureté de la surface et améliore la résistance à l'usure mécanique et thermique, ce qui est particulièrement précieux dans les lignes d'extrusion à service continu.
L'optimisation des paramètres géométriques tels que l'angle d'hélice, le pas et la profondeur de rainure réduit la durée pendant laquelle le matériau reste en contact avec la surface du rotor et diminue la force de cisaillement en un seul point, ce qui réduit à son tour la concentration d'usure localisée.
Le renforcement du système de refroidissement permet de garantir que le rotor et le barillet soient efficacement refroidis lors d'un fonctionnement à haute température, en maintenant la température de fonctionnement dans une plage stable et en réduisant l'usure thermique sur le long terme.
Le graphique radar ci-dessous compare quatre approches de conception de rotor selon cinq dimensions de performance sur une échelle relative, offrant un cadre conceptuel pour évaluer accessoires de pompe à vis et les options de mise à niveau du rotor plutôt qu'un rapport sur un seul produit testé. Il montre qu'un rotor revêtu à géométrie optimisée obtient généralement de meilleurs résultats en termes de résistance à l'usure et de durée de vie, tandis qu'un rotor standard non revêtu reste un choix raisonnable pour les applications légères ou intermittentes. La lecture conjointe des cinq axes, plutôt que d’un seul point isolément, donne l’image la plus claire de la manière dont une conception donnée échange un avantage contre un autre. Ce type de comparaison est particulièrement utile au début d'un processus de spécification, avant qu'un appariement rotor/stator ne soit finalisé pour une tâche particulière.
Les rotors à vis unique et les pompes construites autour d'eux sont utilisés dans un large éventail d'industries car le principe sous-jacent de déplacement en spirale gère un large spectre de viscosités et de types de matériaux avec un cisaillement relativement faible par rapport aux autres technologies de pompes. Un pompe à vis verticale la configuration est souvent choisie lorsque l'espace au sol est limité ou lorsque l'alimentation par gravité simplifie le chargement, tandis que les configurations horizontales restent courantes dans les lignes de traitement continues.
En tant que fabricant de pompes à vis fournissant à la fois complet pompes monovis et individuel pièces de rechange pour pompes à vis excentrée , adapter le matériau et le revêtement du rotor à l'industrie spécifique est une partie courante du processus de spécification, car un rotor adapté aux boues abrasives n'est pas automatiquement le bon choix pour un transfert de qualité alimentaire.
Cette illustration reflète une tendance générale observée dans les industries de transformation : les applications impliquant des solides abrasifs, tels que le transfert de boues et les tâches chimiques ou pétrochimiques, imposent une plus grande exigence en matière de résistance à l'usure du rotor que les applications plus douces telles que le transfert de produits alimentaires ou la manipulation d'eau propre. C'est précisément la raison pour laquelle le choix du matériau du rotor et du revêtement doit toujours être adapté à la tâche spécifique plutôt que traité comme une décision unique, et pourquoi la consultation du fournisseur de la pompe lors de la spécification tend à éviter les problèmes d'usure prématurée ultérieurement.
Au-delà des choix de matériaux et de revêtements, la discipline opérationnelle quotidienne a un effet mesurable sur la durée de service d'un rotor monovis. Les pratiques suivantes sont largement reconnues au sein de l’industrie des pompes à vis excentrée et de l’extrusion comme des moyens efficaces de ralentir la progression de l’usure.
Le graphique linéaire ci-dessous illustre, en termes généraux, comment des pratiques de maintenance cohérentes ont tendance à affecter l'usure cumulée du rotor sur une période de fonctionnement prolongée par rapport à une maintenance minimale ou irrégulière. Elle est présentée comme une tendance conceptuelle plutôt que comme des données mesurées à partir d'une unité spécifique, puisque les courbes d'usure réelles dépendent fortement de l'abrasivité du matériau, du contrôle de la température et du cycle de service. Malgré cela, l'écart grandissant entre les deux lignes au fil du temps reflète un modèle communément signalé dans l'industrie : les différences d'usure au début sont faibles, mais elles s'aggravent considérablement à mesure qu'un rotor mal entretenu reste longtemps en service continu. C'est l'un des arguments les plus clairs en faveur de l'intégration d'un programme d'inspection de routine dans tout plan de maintenance de pompe ou d'extrusion plutôt que de réagir uniquement après une panne. Les installations qui suivent les tendances d'usure au fil du temps sont généralement mieux placées pour planifier le remplacement des rotors de manière proactive plutôt que de subir des temps d'arrêt imprévus.
Jingjiang Meijia Pump Industry Co., Ltd. est située au n° 36 Xintai Road, zone de développement économique et technologique de Jingjiang, province du Jiangsu. La société est engagée dans la production, la vente et le service après-vente de pompes monovis et de pièces de rechange pour pompes monovis, avec une équipe d'ingénieurs expérimentée dans la conception, la fabrication et l'inspection d'ensembles complets de pompes à vis.
Les produits de pompes monovis Meijia présentent une gamme structurelle complète, diverses options de configuration et des spécifications complètes adaptées aux applications axées sur la durabilité. Ils sont utilisés dans les opérations du secteur du traitement environnemental de l’eau, de la transformation chimique, du papier et de la pâte à papier, de l’alimentation et de la pharmacie, de la pétrochimie et de l’énergie. En tant que fabricant de pompes à vis , Meijia Pump Industry fournit également des accessoires universels compatibles avec une large gamme de systèmes de pompes monovis, soutenus par une capacité de production et une expérience technique destinées à fournir des performances stables à ses produits.
Le centre de service après-vente de l'entreprise dispose d'une équipe d'ingénieurs disponibles pour accompagner les clients dans le suivi technique après l'installation. Lors d'une comparaison à long terme dans différents environnements et conditions de travail, les utilisateurs ont signalé que les pompes monovis Meijia continuent de fonctionner de manière fiable année après année. Jingjiang Meijia Pump Industry accueille les visites et les échanges techniques de partenaires de l’ensemble de l’industrie.
Q1 : Qu’est-ce qui cause l’usure prématurée d’un rotor à vis unique ?
L'usure prématurée est généralement causée par une combinaison de températures de fonctionnement élevées, de frottements mécaniques contre le cylindre ou le stator, d'impuretés dans le matériau traité et d'une inadéquation de la géométrie ou du revêtement avec la tâche spécifique.
Q2 : Comment puis-je savoir si un rotor à vis unique doit être remplacé ?
Les indicateurs courants incluent une réduction du débit, une augmentation du bruit ou des vibrations pendant le fonctionnement, des lectures de pression incohérentes et des piqûres ou rainures visibles sur la surface lors de l'inspection de routine.
Q3 : La même conception de rotor peut-elle être utilisée pour les applications alimentaires et d’épuration des eaux usées ?
Généralement non sans ajustement ; un rotor de pompe à vis alimentaire nécessite des matériaux et des finitions de qualité alimentaire, tandis qu'un rotor de pompe à vis pour eaux usées ou boues est généralement spécifié avec différents revêtements et géométries adaptés aux solides abrasifs.
Q4 : À quelle fréquence un rotor à vis unique doit-il être inspecté ?
La fréquence des inspections dépend de la gravité des tâches, mais des contrôles visuels et dimensionnels de routine pendant les intervalles de maintenance programmés sont recommandés pour détecter les tendances d'usure avant qu'elles n'affectent la qualité du résultat.
Q5 : Les pièces de rechange des pompes à vis unique sont-elles interchangeables d’une marque à l’autre ?
La compatibilité dimensionnelle varie selon le fabricant, c'est pourquoi les pièces de rechange pour les pompes à vis excentrée, y compris les rotors et les stators, doivent être adaptées aux spécifications d'origine de la pompe ou confirmées auprès du fournisseur avant de commander.

Pompes à vis équipées d'un stator d'épaisseur de paroi égale, du même type de débit de pompe de spécifications de pompe et de la pression...
Voir les détails
Pompe montée sur le véhicule Mika, la base de la pompe est non seulement stable et fiable, mais aussi intelligemment équipée de roues universelles,...
Voir les détails
L'entrée est une grande pompe de type W Hopper Design avec un arbre de connexion avec plusieurs aubes en spirale (qui peuvent prévenir efficac...
Voir les détails
Les pompes à vis de type T vertical Mika peuvent être obtenues à travers la longueur du corps de la pompe à une variété de profondeurs différentes ...
Voir les détails
La pompe S avec support de cadre de roulement peut résister à des charges axiales plus élevées et peut être utilisée pour des conditions à haute pr...
Voir les détails
L'entrée est conçue pour une grande trémie avec un dispositif de pont, les Pumps P-Pump conviennent à la transmission de matériaux à forte vis...
Voir les détails
Des débits précis et un large éventail de matériaux pour la mesure et la livraison de toutes sortes de scellants. Principe de travail ...
Voir les détails
Divers documents sont disponibles pour différentes conditions de travail, tels que NBR, HNBR, EPDM et FKM.
Voir les détails
Plusieurs matériaux disponibles, 304, 316L, 2205, le revêtement de surface du rotor peut être pulvérisé en carbure de chrome ou en tungstène.
Voir les détails
Matériaux multiples disponibles: Q235,304,316L, 2205 2507, etc.
Voir les détailsContactez-nous
Add: N ° 36 Xintai Road, Zone de développement économique, Jingjiang City, Province du Jiangsu, Chine
Tel: + 86-13515167342
Fax: + 86-523-84261117
E-mail:
Nous aimerions
Écoutez de vous!